


搖籃式五軸加工中心機(jī)床精度標(biāo)定方法解析
搖籃式AC回轉(zhuǎn)工作臺五軸加工中心在直角坐標(biāo)系平移自由度的基礎(chǔ)上,工件可以通過回轉(zhuǎn)工作臺C繞Z軸旋轉(zhuǎn)C角,通過回轉(zhuǎn)工作臺A擺動A角。兩旋轉(zhuǎn)軸垂直相交,兩個旋轉(zhuǎn)軸的零點偏差以及兩個旋轉(zhuǎn)軸回轉(zhuǎn)中心在空間Y、Z兩個方向上的偏差值對于五軸聯(lián)動加工起著至關(guān)重要的作用。機(jī)床在長期使用過程中,由于加工振動、環(huán)境條件、不當(dāng)操作等因素會造成回轉(zhuǎn)軸零點的變化。
因此,本文介紹一種用于校正回轉(zhuǎn)軸零點和回轉(zhuǎn)軸空間距離等影響機(jī)床精度的重要參數(shù)的測量和設(shè)置方法,并通過試加工圓錐臺試件驗證該方法的有效性。
1校正A軸零位
本文以雙轉(zhuǎn)臺五軸機(jī)床為研究對象,結(jié)構(gòu)為AC軸正交雙轉(zhuǎn)臺式(圖1),其中C軸轉(zhuǎn)臺旋轉(zhuǎn)平面為水平面時的A軸位置為A軸零位。A軸零位的校正方法如下:將千分表吸在主軸上,使表頭接觸到C軸轉(zhuǎn)臺表面,首先沿X軸從左到右打表,以確認(rèn)轉(zhuǎn)臺是否平整,如果千分表讀數(shù)兩點不同,則需要確保轉(zhuǎn)臺安裝面清潔;然后,沿Y軸從前到后打表,調(diào)整A軸角度,使千分表在Y方向前后兩點的讀數(shù)相同,此時C軸的旋轉(zhuǎn)平面校正到了水平位置。將C軸轉(zhuǎn)臺調(diào)水平后A軸的機(jī)床坐標(biāo)系值輸入到數(shù)控系統(tǒng)中對應(yīng)的系統(tǒng)參數(shù)。

2校正C軸中心
在校正A軸零位后,進(jìn)一步找正C轉(zhuǎn)臺回轉(zhuǎn)中心,本文采用標(biāo)準(zhǔn)桿來找正C轉(zhuǎn)臺回轉(zhuǎn)中心。具體步驟如下:將標(biāo)準(zhǔn)刀安裝到機(jī)床主軸上;將千分表吸附在工作臺上,并壓到標(biāo)準(zhǔn)刀具調(diào)整表針指零;轉(zhuǎn)動C軸觀察表針變化,并微調(diào)XY坐標(biāo),使得主軸與工作臺同心;查看此時機(jī)床坐標(biāo)系中的X和Y坐標(biāo)值,并記錄下來。
由于海德漢系統(tǒng)顯示的是機(jī)床坐標(biāo)系,也就是顯示相對于原有中心的偏差值。將這個偏差值補償進(jìn)系統(tǒng)的參數(shù)表MP960.0和MP960.1兩個參數(shù)中。補償完畢后按步驟驗證C轉(zhuǎn)臺中心是否正確。如果驗證偏差較小,說明標(biāo)定的X和Y值已經(jīng)校準(zhǔn)完畢。如圖2所示。

3標(biāo)定A軸與C軸回轉(zhuǎn)中心
標(biāo)定A軸與C軸回轉(zhuǎn)中心,即需要求出A軸中心和工作臺面的距離以及C軸中心與A軸中心的空間距離。標(biāo)定A軸與C軸回轉(zhuǎn)中心步驟如下:
(1)將標(biāo)準(zhǔn)桿裝夾到C軸工作臺回轉(zhuǎn)中心,并轉(zhuǎn)動工作臺打表保證標(biāo)準(zhǔn)棒與C軸同軸度0.005 mm以內(nèi)。
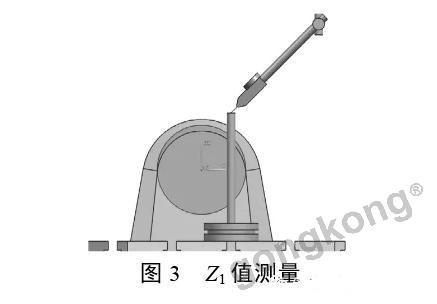
(2)將千分表通過表架吸附在主軸端面,表頭朝向標(biāo)準(zhǔn)棒。將表頭壓在標(biāo)準(zhǔn)棒頂部,表針壓到零點,記錄此時機(jī)床坐標(biāo)系Z1值(圖3)
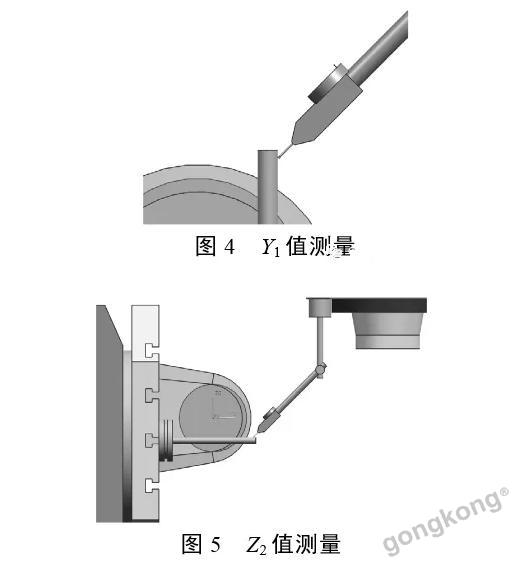
(3)將表頭壓在標(biāo)準(zhǔn)棒側(cè)邊Y向最高點記錄此時機(jī)床坐標(biāo)系Y1值,如圖4所示。需要注意的是,此刻記錄的Y1是標(biāo)準(zhǔn)刀具的Y向側(cè)面值,需要把標(biāo)準(zhǔn)刀的刀具半徑計算進(jìn)去,就是向中心偏移一個半徑R1,即Y1'=Y(jié)1-R1。
(4)將工作臺翻轉(zhuǎn)正90°,也就是(A+90)。將表頭壓至標(biāo)準(zhǔn)刀頂部側(cè)母線最高點記錄此時機(jī)床坐標(biāo)系Z2值,如圖5所示。同樣地,把標(biāo)準(zhǔn)刀的刀具半徑計算進(jìn)去,就是向中心偏移一個半徑R1,即Z2'=Z2-R1。
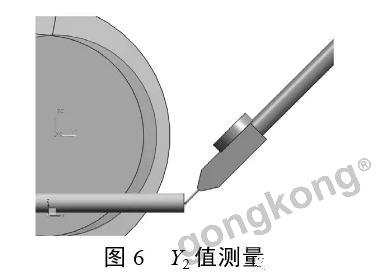
(5)將表頭壓至標(biāo)準(zhǔn)刀端面,記錄此時機(jī)床坐標(biāo)系Y2值,如圖6所示。
(6)利用表或者測頭打出標(biāo)準(zhǔn)刀端面到工作臺面的距離,得出數(shù)值Z3。
根據(jù)上述測量步驟,得出Z1、Z2'、Y1'、Y2、Z3五個坐標(biāo)值。記,ΔY=Y(jié)1'-Y2、ΔZ=Z1-Z2',以字母C和D分別表示標(biāo)準(zhǔn)桿頂面中心與A軸回轉(zhuǎn)中心在Y、Z方向的偏差值。
則有:
ΔY=C-D (1)
ΔZ=C+D (2)
根據(jù)式(1)、(2),可得:
C=(ΔY+ΔZ)/2 (3)
D=(ΔZ-ΔY)/2 (4)
最后,用標(biāo)準(zhǔn)桿端面到工作臺面的距離Z3減去標(biāo)準(zhǔn)桿端面和A軸回轉(zhuǎn)中心在Z向距離D得到,Z3-D=E(如果標(biāo)準(zhǔn)桿頂面高于A軸回轉(zhuǎn)中心,應(yīng)做減法;如果標(biāo)準(zhǔn)桿頂面低于A心,應(yīng)為加法)。
最終得到的數(shù)值C和E,分別表示A軸和C軸回轉(zhuǎn)中心在空間上Y、Z兩個方向的偏差值。
對于海德漢系統(tǒng),將這兩個數(shù)值輸入系統(tǒng)參數(shù)MP7530.0和MP7530.1中。
4實驗驗證
圓錐臺試件是世界各國機(jī)床制造企業(yè)和機(jī)床用戶檢驗五軸機(jī)床加工精度的重要零件,并被寫入我國機(jī)械行業(yè)標(biāo)準(zhǔn)JB/T 10792.1-2007。圓錐臺試件結(jié)構(gòu)如圖7所示,該試件具有檢測項目多、難度大的特點。加工后檢測的項目有圓錐截面的圓度、圓錐側(cè)母線傾斜度等。試件材質(zhì)為國產(chǎn)硬鋁2A12。

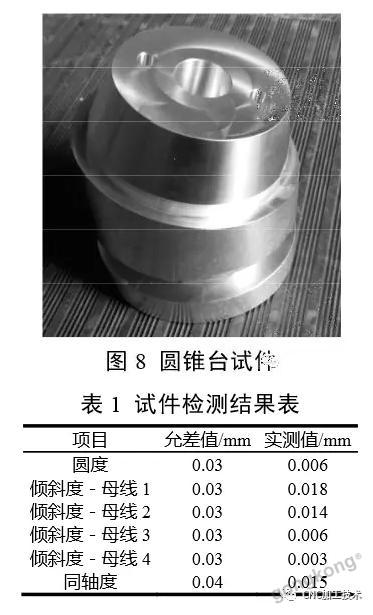
按照上述機(jī)床精度標(biāo)定方法校正雙轉(zhuǎn)臺五軸機(jī)床精度后,并進(jìn)行圓錐臺試件的實際加工,加工過程中機(jī)床運轉(zhuǎn)平穩(wěn),噪音和振動情況無異常,整個加工過程用時15 min。加工后的試件如圖8所示。
加工后用三坐標(biāo)對試件進(jìn)行了檢測。檢測項目有圓錐截面的圓度和圓錐側(cè)母線傾斜度,檢測結(jié)果如表1所示,所檢測的精度全部合格。由此可見,如果用圓錐臺零件評價機(jī)床的工作精度,那么說明上述校準(zhǔn)五軸機(jī)床精度的方法是正確有效的。
5結(jié)論
通過上述方法標(biāo)定搖籃式五軸加工中心精度,可以保證A、C軸的精度指標(biāo),避免機(jī)床在長期使用過程中由于回轉(zhuǎn)軸零位變化造成機(jī)床加工精度下降的問題,可有效保證機(jī)床精度,實現(xiàn)五軸加工中心高精度的加工目標(biāo)。




 投訴建議
投訴建議
提交

派拓網(wǎng)絡(luò)被Forrester評為XDR領(lǐng)域領(lǐng)導(dǎo)者

智能工控,存儲強(qiáng)基 | 海康威視帶來精彩主題演講

展會|Lubeworks路博流體供料系統(tǒng)精彩亮相AMTS展會

中國聯(lián)通首個量子通信產(chǎn)品“量子密信”亮相!

國家重大裝備企業(yè)齊聚高交會 中國科技第一展11月深圳舉行