


PCC 控制技術在煉油廠污水處理裝置上的應用
2008/4/21 15:16:00
1 裝置的工藝控制流程簡介
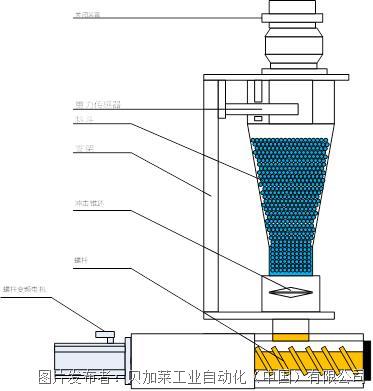
廢堿液濕式氧化處理裝置工藝控制流程如圖1所示, 廢堿液經泵送入反應器,與從反應器底部進入的空氣、蒸汽混合在一定的反應溫度和反應壓力下進行濕式氧化反應, 反應器的反應物經頂部的節流閥,實現絕熱閃蒸過程,將壓力降低,進入冷卻塔進行噴淋、冷凝等操作,冷卻塔排出液送入換熱器進行換熱,換熱后的廢堿液一路經泵打循環重新返回冷卻塔進行噴淋操作,一路排出系統。

廢堿液濕式氧化處理裝置工藝控制流程如圖1所示, 廢堿液經泵送入反應器,與從反應器底部進入的空氣、蒸汽混合在一定的反應溫度和反應壓力下進行濕式氧化反應, 反應器的反應物經頂部的節流閥,實現絕熱閃蒸過程,將壓力降低,進入冷卻塔進行噴淋、冷凝等操作,冷卻塔排出液送入換熱器進行換熱,換熱后的廢堿液一路經泵打循環重新返回冷卻塔進行噴淋操作,一路排出系統。

2 系統硬件構成
根據廢堿液濕式氧化處理裝置的工藝特點,該控制系統采用B&R 2010 系列模塊作為下位機,研華工控計算機作為上位機,系統硬件構成如圖2 所示。

下位機功能模塊CP100 為CPU 模塊,AT610 為溫度檢測模塊,AI700 為模擬量輸入模塊,AO725 為模擬量輸出模塊, PS740 為電源模塊。每個模塊都有運行狀態及模塊接線盒狀態顯示功能,每個模塊都可帶電插拔。系統設置兩個電源模塊,使下位機硬件系統具有電源冗余功能。
整個系統采用二級分布式上、下位結構,上位機系統完成工藝流程顯示、控制回路、參數設置、數據報表打印、參數趨勢顯示、參數報警狀態顯示等功能。下位機由B&R 2010 系列可編程計算機控制器(簡稱PCC) 構成。
3 系統軟件設計
根據工藝控制方案的要求,我們編制了系統控制軟件,它主要由上位機組態軟件和下位機控制軟件構成。
3. 1 上位機組態軟件設計
上位機組態軟件的開發平臺選用CITECT 組態軟件,上位機組態軟件的結構如圖3 所示。在組態軟件設計中,CITECT 組態軟件提供的強大功能,使操作畫面更貼切用戶,裝置工藝流程、設備運行狀態一目了然,提高用戶操作的安全性和可靠性。組態軟件的通信點數直接決定著組態軟件的價格,對于通信點數的數字型變量實行了軟“壓縮”和軟“解壓縮”技術,有效提高組態軟件的性能價格比,降低工程造價。
整個系統采用二級分布式上、下位結構,上位機系統完成工藝流程顯示、控制回路、參數設置、數據報表打印、參數趨勢顯示、參數報警狀態顯示等功能。下位機由B&R 2010 系列可編程計算機控制器(簡稱PCC) 構成。
3 系統軟件設計
根據工藝控制方案的要求,我們編制了系統控制軟件,它主要由上位機組態軟件和下位機控制軟件構成。
3. 1 上位機組態軟件設計
上位機組態軟件的開發平臺選用CITECT 組態軟件,上位機組態軟件的結構如圖3 所示。在組態軟件設計中,CITECT 組態軟件提供的強大功能,使操作畫面更貼切用戶,裝置工藝流程、設備運行狀態一目了然,提高用戶操作的安全性和可靠性。組態軟件的通信點數直接決定著組態軟件的價格,對于通信點數的數字型變量實行了軟“壓縮”和軟“解壓縮”技術,有效提高組態軟件的性能價格比,降低工程造價。

3. 2 下位機控制軟件設計
貝加萊工業自動化公司開發的可編程計算機控制器(PCC) 代表著一個全新的控制概念,它集成了可編程邏輯控制器的標準控制功能和工業計算機的分時多任務操作系統功能,它能方便處理開關量、模擬量、進行回路調節。
下位機控制軟件利用貝加萊工業自動化公司提供的PG2000 編程環境,根據工藝控制的要求,將工藝流程中各個控制任務,按照PG2000 中圖形設計方法(GDM) ,編制相應的任務模塊,再對任務模塊進行參數設置、變量定義和語言編程。
下位機控制軟件設計采用圖形化設計方法(GDM) , 下位機控制軟件模塊構成如圖4 所示。下位機控制軟件工程名稱為:“SHYH”,PCC 層包括項目“PCC1”。項目下屬TASK層包括B&R 系統模塊“Burtrap ”、“Net2000 ”、“Mathtrap ”、“ Sysconf ”、“Exermo”、“Io-lib”、“Io-2010”;數據模塊“Io-cont”、故障診斷“Io-excp”;循環任務模塊“Io-check”、“Io-list”、“exch-data”、“init-data”、“FIC - 1”、“FIC - 2”、“PIC -1”、“PIC - 2”、“TIC - 1”、“TIC - 2”、“LIC - 1”。
貝加萊工業自動化公司開發的可編程計算機控制器(PCC) 代表著一個全新的控制概念,它集成了可編程邏輯控制器的標準控制功能和工業計算機的分時多任務操作系統功能,它能方便處理開關量、模擬量、進行回路調節。
下位機控制軟件利用貝加萊工業自動化公司提供的PG2000 編程環境,根據工藝控制的要求,將工藝流程中各個控制任務,按照PG2000 中圖形設計方法(GDM) ,編制相應的任務模塊,再對任務模塊進行參數設置、變量定義和語言編程。
下位機控制軟件設計采用圖形化設計方法(GDM) , 下位機控制軟件模塊構成如圖4 所示。下位機控制軟件工程名稱為:“SHYH”,PCC 層包括項目“PCC1”。項目下屬TASK層包括B&R 系統模塊“Burtrap ”、“Net2000 ”、“Mathtrap ”、“ Sysconf ”、“Exermo”、“Io-lib”、“Io-2010”;數據模塊“Io-cont”、故障診斷“Io-excp”;循環任務模塊“Io-check”、“Io-list”、“exch-data”、“init-data”、“FIC - 1”、“FIC - 2”、“PIC -1”、“PIC - 2”、“TIC - 1”、“TIC - 2”、“LIC - 1”。

B&R 系統模塊主要為B&R 系統硬件提供系統操作、IO 配置、系統通信、故障診斷等功能及軟件函數庫。軟件設計時只要按照B&R 模塊編程手冊的要求,將相應B&R 系統模塊設計到任務層即可。對于循環任務模塊則是設計時要考慮的重點,在該控制軟件設計中,按照裝置工藝控制任務的要求,設計了11 個任務模塊,其中“Io-check”、“Io-list”模塊主要完成I/ O 硬件的在線管理檢查;“exch-data”、“initdata”模塊主要完成I/ O 硬件采集數據的處理及參數初始化;“FIC - 1”、“FIC - 2”、“PIC - 1”、“PIC - 2”、“TIC - 1”、“TIC - 2”、“LIC - 1”模塊主要完成裝置工藝流程中工藝過程參數的調節任務。
對于循環任務模塊“FIC - 1”、“FIC - 2”、“PIC -1”、“PIC - 2”、“LIC - 1”、“TIC - 2”的控制算法均采用B&R2000 系統提供的優化PID 控制算法函數。通過對PID 算法函數中輸出最大值、輸出最小值、比例系數、積分時間、微分時間、濾波系數、設定值衰減系數、超調阻尼系數等參數的合理設置,使裝置工藝參數得到精確控制。
任務模塊部分程序如下:
Ta = FC-1- TA ;pid-para parameter set value
Y-max < FC-1-OPX;輸出最大值
Y-min = FC-1-OPN ;輸出最小值
Kp = FC-1- P ;比例系數
Tn = FC-1- I ;積分時間
Tv = FC-1- D ;微分時間
Para-ptr = adr (para1)
Tf = 0 ;濾波系數
Kw = 1 ;設定值衰減系數
Kr = 5 ;超調阻尼系數
Dy-max = 0
E-pos = 0
E-eng = 0
Fbk-mode = 0
;pid-min parameter set value
w = FC-1-SP
x = FC-1-PV
PID-para ( 1 , Ta , Y-max , Y-min ,Dy-max , Kp , Tn ,Tv ,Tf ,Kw ,Kr ,E-pos ,E-eng ,Td ,fbk-mode ,d-mode ,parrptr,status) ;PID 參數處理
PID-min (1 ,0 ,w ,x ,adr (para1) , staus ,Y, I- ,D - );PID 運算
If FC-1-OPM= 1 Then ;手自動方式判斷
IF Y> = 26213 Then
Y= 26213
End if
DA-FC-1 = Y+ 6554
FC-1-OP = DA-FC-1
Else
DA-FC-1 = FC-1-OP
End if
對于反應器溫度控制回路(TIC - 1) 運用模糊控制理論,設計了先進的模糊控制算法實現了對溫度的精確控制。模糊控制是應用模糊集合理論,基于模糊條件語句描述的語言控制規則,根據模糊推理和模糊判決,查詢模糊控制表,解模糊,得到精確的控制量。本系統模糊控制利用偏差E 和偏差變化率ΔE 構成二維優化多級模糊控制器。
本算法中Et 和ΔEt 論域為[- 6 , + 6 ]的13 級,Ut為[- 7 , + 7 ] 的15 級,構成模糊控制規則表。該表由離線計算得到,為一個13 ×13 的矩陣,由左到右按行依次存入PCC 的內存單元中。算法執行時,根據Et 和ΔEt 的值由式(1) 得到模糊控制表中偏移地址:
T = 13 ( Et + 6) + (ΔEt + 6) (1)
式中13 ( Et + 6) 為所屬行在內存中的偏移地址,ΔEt + 6 為所屬列在內存中的偏移地址。
優化的多級模糊控制系統根據前饋控制原理引入了函數:
Ug = r/ k + Kg xUt(k) (2)
式中k 為對象的放大倍數,實際應用可估計為穩態溫度值與輸出量的比值, Kg 為前饋修正系數。本系統的輸出量表達式為:
U = Ku xUt + r/ k + Kg xUt (3)
式中Ku 為比例因子。本系統的多級模糊控制根據E、ΔE 變化范圍,分為多層,各層具有不同的論域。當系統軌跡進入某一層時,控制系統就采用所在層的范圍作為新的論域,修改Ke 、Kec、Ku 的取值。這樣在偏差E 的不同范圍采用不同參數的模糊控制,再加上引入的前饋控制原理,將極大地改善系統的動態性能和穩態性能。
反應器溫度由于采用了模糊控制算法,獲得了理想的控制效果。控制升溫響應曲線見圖5。
對于循環任務模塊“FIC - 1”、“FIC - 2”、“PIC -1”、“PIC - 2”、“LIC - 1”、“TIC - 2”的控制算法均采用B&R2000 系統提供的優化PID 控制算法函數。通過對PID 算法函數中輸出最大值、輸出最小值、比例系數、積分時間、微分時間、濾波系數、設定值衰減系數、超調阻尼系數等參數的合理設置,使裝置工藝參數得到精確控制。
任務模塊部分程序如下:
Ta = FC-1- TA ;pid-para parameter set value
Y-max < FC-1-OPX;輸出最大值
Y-min = FC-1-OPN ;輸出最小值
Kp = FC-1- P ;比例系數
Tn = FC-1- I ;積分時間
Tv = FC-1- D ;微分時間
Para-ptr = adr (para1)
Tf = 0 ;濾波系數
Kw = 1 ;設定值衰減系數
Kr = 5 ;超調阻尼系數
Dy-max = 0
E-pos = 0
E-eng = 0
Fbk-mode = 0
;pid-min parameter set value
w = FC-1-SP
x = FC-1-PV
PID-para ( 1 , Ta , Y-max , Y-min ,Dy-max , Kp , Tn ,Tv ,Tf ,Kw ,Kr ,E-pos ,E-eng ,Td ,fbk-mode ,d-mode ,parrptr,status) ;PID 參數處理
PID-min (1 ,0 ,w ,x ,adr (para1) , staus ,Y, I- ,D - );PID 運算
If FC-1-OPM= 1 Then ;手自動方式判斷
IF Y> = 26213 Then
Y= 26213
End if
DA-FC-1 = Y+ 6554
FC-1-OP = DA-FC-1
Else
DA-FC-1 = FC-1-OP
End if
對于反應器溫度控制回路(TIC - 1) 運用模糊控制理論,設計了先進的模糊控制算法實現了對溫度的精確控制。模糊控制是應用模糊集合理論,基于模糊條件語句描述的語言控制規則,根據模糊推理和模糊判決,查詢模糊控制表,解模糊,得到精確的控制量。本系統模糊控制利用偏差E 和偏差變化率ΔE 構成二維優化多級模糊控制器。
本算法中Et 和ΔEt 論域為[- 6 , + 6 ]的13 級,Ut為[- 7 , + 7 ] 的15 級,構成模糊控制規則表。該表由離線計算得到,為一個13 ×13 的矩陣,由左到右按行依次存入PCC 的內存單元中。算法執行時,根據Et 和ΔEt 的值由式(1) 得到模糊控制表中偏移地址:
T = 13 ( Et + 6) + (ΔEt + 6) (1)
式中13 ( Et + 6) 為所屬行在內存中的偏移地址,ΔEt + 6 為所屬列在內存中的偏移地址。
優化的多級模糊控制系統根據前饋控制原理引入了函數:
Ug = r/ k + Kg xUt(k) (2)
式中k 為對象的放大倍數,實際應用可估計為穩態溫度值與輸出量的比值, Kg 為前饋修正系數。本系統的輸出量表達式為:
U = Ku xUt + r/ k + Kg xUt (3)
式中Ku 為比例因子。本系統的多級模糊控制根據E、ΔE 變化范圍,分為多層,各層具有不同的論域。當系統軌跡進入某一層時,控制系統就采用所在層的范圍作為新的論域,修改Ke 、Kec、Ku 的取值。這樣在偏差E 的不同范圍采用不同參數的模糊控制,再加上引入的前饋控制原理,將極大地改善系統的動態性能和穩態性能。
反應器溫度由于采用了模糊控制算法,獲得了理想的控制效果。控制升溫響應曲線見圖5。

從升溫曲線可見優化多級模糊控制的動態性能和穩態




 投訴建議
投訴建議
提交
查看更多評論
其他資訊
ACOPOS 6D-裝配生產新模式
高品質燙金燙出金字招牌

機器制造商:軟件視角的系統選擇策略
一個軟件,多種機型-稱重軟件整體規劃提升出機效率
世界級的采煤裝備-來自貝加萊的支持